 手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003- ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务
2 大样生产工艺
2.1 常规皂洗与加入防污剂皂洗比较
2.1.1 常规工艺皂洗
织物(印花、烘干、蒸化后)进入平幅皂洗机,分别采用6、8、10和12格水洗(其中两格皂洗箱中加入4 g/L洗涤剂)。皂洗工艺流程为:1格冷水洗→1格热水洗→2格皂洗→分别2、4、6、8格冷水洗→落布→烘干,皂洗效果见表3。
表3 织物常规皂洗效果
2.1.2 加入防污剂皂洗工艺
织物(印花、烘干、蒸化后)进入平幅皂洗机,分别用6、7、8、9格水洗(其中两格皂洗,皂洗箱中加入洗涤剂4 g/L,防污剂4 g/L),皂洗工艺流程如下:1格冷水洗→1格90℃热水洗→2格皂洗→(分别2、3、4、5格冷水洗)→落布→烘干,皂洗效果见表4。
表4织物加防污剂皂洗效果

由表3、4知,在常规工艺水洗中,一般需要10~12格皂洗和水洗才能达到织物上染料杂质残留少,染料糊料去除干净的效果。而加人防污剂皂洗后,只需7~8格即可达到常规皂洗工艺效果,且织物表面光洁、干净,无浮色,各项牢度均能达到生产质量要求。
2.2 防污剂浓度确定
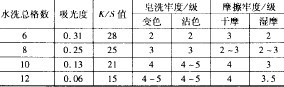
在皂洗箱中,加入洗涤剂4 g/L,防污剂分别加入1、2、3、4 g/L进行皂洗,皂洗工艺流程为:1格冷水洗→1格90 ℃热水洗→2格皂洗→1格热水洗→1格温水洗→1格冷水洗→落布→烘干,皂洗效果见表5。
表5 防污剂浓度对皂洗效果的影响

由表5知,在活性染料40 g/L的条件下,通常只需3~4 g/L防污剂和4 g/L洗涤剂即可满足质量要求。如果整体印花颜色较浅、织物印花面积较小、得浆量较少,防污剂用量可减至2 g/L,一般以2~4 g/L为宜。
2.3 大样生产工艺的确定
根据上述小样和大样的试验结果,我们确定使用防污剂的印花皂洗工艺如下:
织物(印花、烘干、蒸化后)→进入平幅皂洗机→1格冷水洗→1格90℃热水洗→2格90 ℃皂洗(加入洗涤剂2~4 g/L,防污剂2~4 g/L)→1格90℃热水洗→1格60~70 ℃温水洗→1格冷水洗→落布→烘干
3 结论
3.1 纯棉织物活性染料印花皂洗,使用防污剂可明显提高织物上各种残留杂质的去除率,提高各项色牢度。
3.2 加人防污剂可减少水洗槽3~4格,节水30% ~40% ,节约生产成本,缩短生产时间,提高生产效率。
3.3 加人防污剂处理,对印花织物的色泽、色光、鲜艳度均无影响。
来源:印染在线
