 手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003- ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务
【集萃网观察】摘要:以PVC树脂和增塑剂邻苯二甲酸二辛酯(D0P)混合制备热固印花浆,主要探讨了增塑剂的用量、焙烘温度、焙烘时‘Ig对热固印花浆应用性能的影响。通过单因素分析可得制备最佳工艺为D0P用量选用范围在11.5mL~12.5mL之间(PVC树脂用量20g),最佳温度和时间是145℃和2min。
近年来,在印花行业热固印花浆越来越受到的推崇,这得益于其本身所具有的多样性f可以变化出多种多样的印花效果),操作简单方便、易于保存、环保无污染等优点”。热固印花浆主要由增塑剂和树脂组成,另有添加剂及颜料,其固化量达100%。通常PVC颗粒分散在增塑剂中,在加热时,树脂吸收增塑剂,发生交联反应而固化。在织物表面形成一个PVC薄膜,同时与纤维分子牢固结合。本文主要以PVC树脂和增塑剂邻苯二甲酸二辛酯(DOP)合制备热固印花浆并探讨增塑剂的用量及焙烘温度和时间对热固印花浆性能的影响。
1实验部分
1.1原料与仪器
糊化PVC树脂,GB15592-1995,武汉葛化集团有限公司树脂厂;邻苯二甲酸二辛酯(DOP),分析纯,天津市博迪化T有限公司;织物强力机,YG一026c;高温热定型机,R一3192;数字白度仪,Ds130―1;摩擦牢度测试仪,Y5713,温州纺织仪器厂。
1_2样品制备
将7组不同用量的增塑NDOPJU入小铁罐中,在一定的速度下边搅拌边加入PVC树脂(20g)直至完全浸润,然后采用普通丝网印花方法将其印在白色硬纸板上,放人高温热定型机中固定焙烘形成透明薄膜,最后从白色硬纸板上撕下薄膜,测试其性能。
1.3测试方法
1.3.1热固印花浆成膜柔软性的测试方法
柔软性对热固印花浆在纺织品上的应用具有重要的意义。若应用于服装上印花,影响衣物的外观和穿着舒适性,因此首先钡0定成膜的柔软性。
(1).在实验台上放置一个规则的长方体盒子,在盒子底部和上表面分别固定一块白色的硬纸板,使两纸板问保持等高。
(2)将薄膜长条的一端与上表面纸板的边缘对齐,推动长条的另~端使其平整、匀速地向下滑动。
(3)当长条下滑的一端刚好接触底部纸板时停止操作,在上表面纸板边缘处的长条上作标记。
(4)用直尺测出长条下滑的长度,单位cm。
由于薄膜长条的柔软性不一样,测出的下滑长度也不一样,薄膜越柔软,下滑的长度越短;柔软性越差,下滑的长度越长。此方法虽然不能精确系统测定薄膜的柔软性,但可间接反映其柔软性。
1.3.2热固印花浆成膜透明度的测试方法
白度是一种颜色属l生,其特点是具有较高的光反射,而颜色纯度较低,是材料颜色接近纯白的纯度。我们选择了一块白布做为标准,测量成膜和白布叠加后的白度。这样白度就可以间接表示热固印花浆成膜的透明度。
开启仪器,按照仪器说明书规定的使用条件,调节工作条件,调零,然后用标准白板校准至规定白度,在活动圆柱上固定一块白布,测定其白度,作好记录。
1.3.3热固印花浆成膜断裂强力的测试方法
(1)准备已裁剪好并作好标记的薄膜;
(20开启强力测试仪,设定好参数,点击“开始”进入实验;
3)长条边缘裁剪整齐,两端垂直平整地夹在仪器上;‘
4)操作完毕后,待长条拉断,电脑显示数据稳定后,记录试样的断裂强力。
2结果与讨论
2.1工艺参数对成膜柔软性的影响
选用7组不同DOP用量与定量的PVC树脂共混制得的热固印花浆成膜,得到DOP用量、温度和时问对其柔软性的影响,如表1所示。
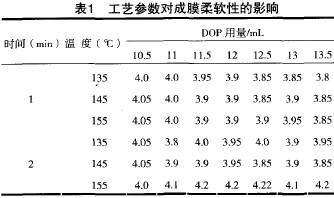
由表1可知,在热处理的温度和时间不变时,随着DOP用量的增加,薄膜柔软性有逐渐增加的趋势。但是在155oC,两分钟的热处理条件下成膜的柔软性明显出现了下降。
在烘干时间相同的情况下,温度升高会使薄膜柔软性下降;在烘干温度相同的情况下,时问的延长也会使薄膜柔软眭有所下降,这是由于热固性树脂对温度比较敏感,增塑剂可增加树脂的柔软性,但对烘干温度和时间仍有要求。在温度和是时问都相对较高时,成膜柔软性较差。
2.2工艺参数对成膜透明性的影响
2.2.1DOP用量对成膜透明性的影响
选用三组温度,在热处理时间为2min的条件下,用白度仪对7组不同DOP用量的油墨成膜的透明性进行测试(白布的白度是80.6%),测得其白度如表2所示。

由表2可知,随着DOP用量的增加,白度曲线有一个先增大后减小的趋势,而且在DOP用量中间段(11.5mL~12.5mL)有达到最大值,说明此段的透明性比较好,薄膜均质透明表示增塑剂DOP用量与PVC树脂相容性好,模糊意味着相容性差。总体来说,145oC的比其它两个温度条件下成膜的透明性要好,即使在个别点出现了较大的波动,但总趋势没有变化。
2.2.2温度和时间对成膜透明性的影响
选用一个固定DOP用量,时间分别在lmin和2min的前提下,用三种不同的温度对印花膜进行热处理,通过测试成膜和白布的白度来间接反映膜的透明性(白布的白度是80.6%),如表3所示。

由表3可知,两分钟时成膜的透明性整体比一分钟时有所提高,这是因为两分钟的热处理更彻底,只有充分烘烤,才能使油墨彻底烘干同化,这样才能提高成膜的透明性,145时的透明性要好于另外两组温度,但总体相差并不是很大。在较高的温度下热固印花浆就开始熔化为稠液体状,就会向下渗透浸入承印物的缝隙中,然后再脱离高温回到常温条件下,稠液体状的热固印花浆就会凝固成同体”,所以温度和时问对热固印花浆成膜透明性有较大影响的,而且它们之间总是相关联的。
2.3工艺参数对成膜断裂强力的影响
2.3.1DOP用量对成膜断裂强力的影响
选用三组不同温度,在热处理时间为2min的条件下,用强力测试仪对7组不同增塑剂DOP用量的油墨成膜强力进行测试,所得结果如表4所示。
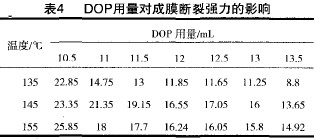
由表4可知,随着DOP用量的增加,成膜的断裂强力有下降的趋势,这是因为在PVC大分子中加入一定量的增塑剂后,增塑剂的内润滑作用减少了PVC大分子内部的作用力,增加了分子链的柔性,但是增塑剂也会使大分子中的连接点溶剂化后分开,减少了分子间的次价键力,因而增塑剂的用量增加会大大降低分子间的作用力,强度也就相应的降低。
2.3.2 温度和时间对成膜断裂强力的影响
选用一个固定DOPJ~J量,分别在lmin和2min的时间的前提下,用三种不同的温度对油墨成膜进行热处理,所得实验结果如表5所示。
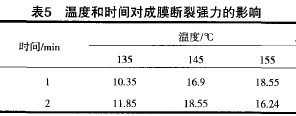
在相同的温度下,热处理的时间越长,油墨成膜的强力越大,但是在温度较高的时候(155℃),强力出现了下降,说明在此温度下处理时问过长,使油墨的附着力下降。热处理过程膜对热量的吸收是一个过程,主要由温度和时间两个因素决定,温度高,时间短,而温度低所需时间较长,但是不能以低于最低的聚合温度而延长加热时间来烘干油墨,这样会引起掉色及干燥不充分等故障,也不能使用太高的温度,否则又会出现成膜柔软性与断裂强力下降的弊端。
3 结论
综上所述,在制备热固印花浆过程中,增塑剂的用量、反应温度、反应时问对其都有较大的影响。(1)随着增塑剂DOP用量的增加,热固印花浆成膜的断裂强力下降,薄膜的柔软性逐渐增加,但是其透明性有一个先增大后减小的趋势。(2)热处理的时间越长,成膜的断裂强力越大,但是在温度较高的时候,强力出现了下降。在相同的温度下,热处理的时间越长,成膜的断裂强力越大,但是在温度较高的时候,断裂强力出现了下降。热处理两分钟后的成膜的透明性好,但是也会受到温度的影响,在较高的温度条件下,热处理时间越长,成膜的强力和透明性都会降低。(3)通过单因素分析可知制备最佳工艺为增塑~f1]OOP用量选用范围在11.5mL~12.5mL(PVC树脂用量2 0g),最佳温度和时间是145~C和2min。
来源: 文雯,王培林,汤月华,吴海燕,李明
