
���������۲졿ë����Ʒ��ȫ��ӡ�����ֳ�ȫ�ε�ӡ����������Ϊ��������ͼ�����������ǽ��ëȦ��ӡ��ɫ�������û���Ⱦ�ϣ�Ҳ��Ϳ��ӡ����������Ϳ�ϻ��ӡ����������ڲ��ٳ��Ҷ�������ȫ�ε�ӡ����Ʒ���г�������������ȡ���˿�ϲ�ľ���Ч�档�����ڸ���������һ��װ����ͬ�����ղ����ϵIJ��죬��ӳ����Ʒ�����ߵͲ�һ��������Ӳ�Ʒ����Ͽ�����Ʒ�ʵIJ�Ʒ���Ϊ4.20-4.50Ԫ����ɴ����ˮƽ�IJ�Ʒ���ֻ��2.50��2.60Ԫ����ɴ,�۸����²���60��70�����ң��Ӳ�Ʒ�����Ͽ������зļ�Э���ڡ�ȫ�ε�ӡ��ë���������������вݰ�����ִ�У��еij�������ָ��ߴ�90��95�������еij��Ҳ�Ʒ����ֻ��40��45���������еij�������������30������˴�IJ�࣬����ҵ�����ľ���Ч��Ҳ������ͬ��������ȫ�ε�ӡ��ë��ʵ��ˮƽ�����ʹ���ǵIJ�Ʒ�ɳ��ӹ����͵��Σ�����ӹ�����Ʒ�ʷ���չ����ˮƽ���ϵ��Ρ�����ȣ������İ��ѵ�ˮƽ���ͼ۸��Ʒ�����г������ﶷ����������ţ���������г���ѭ��������������ҵʵʵ���ڵ���߾���Ч�����г���������Ҫ�ٴ롣�ҳ���1978��Ϳ�ʼ��ȫ��ë�������ƹ������ڼ侭���˴��ֹ�ӡ����չΪ��еӡ�����ӵ�����ӡ��������������շ�չΪ��ƥӡ��������������Ӽ�ª�ķ�Ͳ������չΪ�Ƚ�������ʽ��Чƽϴ�������ȹ���.Ϊ�˶�ȫ��ë��ӡ�������������и�����Ҫ����ָ���ȷ������ص�Ӱ�����������о���̽�֣����ƺͷ�չ��ȫ��ӡ��ë���Ĺ��ռ��������ľͽ�����ʵ���е�һЩ������������
1 ���鲿��
1��1���ϼ���Ҫ�豸
1.1.1�������
����ë��ɴ21s ɴ
���ؾ�ɴ21sɴ
����γ ɴ21sɴ
ëȦ��1�s6.0��6.2��320g/m2˫��ë����
1.1.2��Ҫ�豸
Kc7A-Iӡ���� ̨������ӡȾ��е
����ʽ������
SXM-1800���Զ�ƽ��ˮϴ�� ������ʢӡȾ��е��
����ʽ�����ȷ�����
1��2ӡ��ǰ����
1��2��1��������
ë����������ӡ���ס������ˮϴ��Ư�ס�ˮϴ�����ס�˦�ɺ���
1��2��2��������
��Ư���������繤��������ʾ��ÿ��ë������200kg����Һ2000L��ԡ��1�s10��
����������
1��2��3���մ���
(1)�����գ�o.m.f��,%
NaOH 18
WF��8810�����ͼ���� 1.4
(2)Ưϴ����(omf),%
H2O2 1.8
WF-8807��Ư�ȶ��� 1.0
WF-8808���Ϸ�ɢ�� 0.5
WF-8810�����ͼ���� 0.4
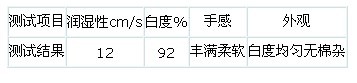
1.2.4��ⷽ��/��������
(1)��ʪ��:��ëЧ,������,30min��Һ������߶�
(2)�ȣ�ZBD�Ͱ���
(3)�������Խ��
1��2��5ע������
��1����������Ҫ�ϸ��������֤ÿ�ײ�����һ�¡�
��2����������Ҫ�ϸ���ƣ�ÿ�ײ����ռ�����Σ�������ϸ��¼�����ڸĽ���
��3�������������и������Ͻ�����Ʒ�ϵأ�ʹ�õ����乤��Ҫ�ɾ����ࡣ
1.3ӡ������
ȫ��ӡ�������볣��ӡ��������Ƚϣ��������������һ�������ǽ���ȫ�ε�ӡ�����ҹ�ӡ�����Ƕ���4�Σ��乤�����̴���Ϊ������ӡ���������������ƽϴ�����
1��3��1ԭ������
ƽ��ӡ��ʱ��ɫ��ʢ����ƽ���ϣ��ܵ��ε�ѹ��ʱ����ɸ��ӡ��֯���ϣ����Ҫ��ɫ������һ���������ԡ����Լ����õ��ȶ��ԡ��õĺ�����ӡ��ʱ�ܱ��ֿ�����ȡ�����������������ϸ��Ч�����ر���ȫ��ӡ��ë������Ҫ��������õ�ˮ���ԡ��ϸߵ��ƺ��ʼ����õĹ�ӡ�ԡ������ֺ����ۺ����飬���Ժ�����������۸����С������ȶ�������������������Ϊ�ҳ�ӡ���ú���֮��ѡ��
ԭ��������g/L
�������� 45
��Ⱦ��S 8
�������� 1
��ƫ������ 1.5
ˮ x
pHֵ 7.5��8
��ʱ�� 4h
���¶� ����
�������ں��������ױ��ʴ�Ҫ�ٴ�,��������Է�ɫ������.
1.3.2Ⱦ��ѡ��
ȫ��ӡ�����տɲ��û���Ⱦ��ֱ��ӡ����Ϳ��ֱ��ӡ����������Ϳ�Ϲ�ͬӡ���ȹ��ա���ë��֯���ϣ������û���Ⱦ�ϡ����ǵ�����Ⱦ��ӡ�Ƶ�֯���ں�������ʽ��������ɫ��մɫ��������ѡ��Ⱦ��ʱ����ȫ�濼�ǡ�Ӧѡ���ܽ�ȸߣ���ɫ�ʸߣ���ϴ�Ժõ�Ⱦ�ϣ�һ��Ӧ�߱��������ܣ�
��1�� Ⱦ�ϱ�����иߵĹ�ɫ�ʺͷ�Ӧ���ʡ�
��2�� Ӧ����������ɢ��������Ⱦ���ܣ�����ѡ��ijЩ��Ⱦ�Ϸ��ӽṹ�������ھ����ϴ��Ʒ�֣�������ɴ���滨����Ⱦ�Ͼ�Ⱦ�Բ��������
��3�� Ӧ������Ⱦ��������Ʒ�ֵ������ԣ�����ƴɫʱ�ܲ�����һ��ɫ����Ϊ��Ӧ��������ͬ����Ի��ŵ�Ⱦ����ƴ���Ա�֤��ɫ���ȡ�
�����ϼ����������������մ�����ѡ�õ�Ⱦ�ϣ���������Ӧ���ã��������������������ɢ���ʺͷ�Ӧ�ԣ����ڼ����Ƚ����С���ɫ��dz��ɫ�����ײ���ƫ���ɫ�࣬�翨��ɫ����ɫ����ɫ�Ͳ���ɫ�ȣ��ҳ����ݳ�����ľ��������ѡ����������ѡ����ƴɫȾ�ϣ�������Ե���Թ̶�ʹ�ã���ƫ���������Ϊ����������ͳ��ɫ����ƴɫ��Ӧ����ɫΪ��ɫ�����������ѡ������������Ϊ��ɫ��������ѡ�ô��ɫΪ��ɫ��
����/g/L
��K-BR 18
��K-GRS 3.5
��K-3R 6
��ʵ�������з���,�ô�����������ɫ��ƫ����������
��ѡ��g/L
����PNG 18
��PN-GR 1.8
��P-8B 6
��Ȼ�����������˲�ɫ,������Ⱦ�������Ժ�,������ɫ��ƫ�졢ƫ���Ŀ����ԣ���ʵ������ʱ���ֳ�������ɫ���ȶ��ԡ�
1.3.3����ɫ��
ƽ��ӡ��ʱ��ɫ��ʢ����ƽ���ϣ��ܵ�ѹ��ʱ����ɸ��ӡ��֯���ϣ����Ҫ��ɫ��Ӧ����һ������ʪ�ԡ�ճ�������ھ���������������£�ɫ��Ҫӡ���������ȵĻ��ƣ���Ҫ��һ�������ԣ��ܽ���֯����֯��϶����Ҫ��һ��ճ�ȣ����ܹ���������ɫ����ճ��ͬ������ëϸ��ЧӦ��ë���̡��Ű���������ѡ��˿��Ŀ����ѡ�����أ��ɸ��ݲ�ͬ�����ʵ�����ɫ��ճ�ȣ���Ӧע��ɫ��ճ��̫С��ɫ����δ��ѹ����¾ͻ�����֯���ɻ�ɫ��ճ��̫����Ű������ܵ�������̫������˳��������ӡ�����ϵ�ѡ��Ҫ���Ƕ������أ�����Щ�����ǻ���ì�ܺ���Լ�ģ���ӡ�ԣ���ɫ�����ɱ��ȣ�����Ӧ�����Լ���ʵ�����ѡ���ҳ�ѡ�ú����������������ϣ�����۸����У������ȶ���Ӧ���ձ顣
ԭ�����ƣ�
�䷽�� ˮ 45
���� l0
�������� 3
��Ⱦ�� 1
���� 3
������ 5
Ⱦ�� x
�ټ�ˮ�� 100
���Ʒ������ȷ�ˮ�����ء���Ⱦ�Ρ��������ƣ����ٽ���(3400ת����)25���ӣ��ټӴ������������������ˮ��������5���ӣ����ã�������ʱ��ϳ���Ӧ������Ⱥ����á�
ɫ�����ƣ���ȡ�涨����Ⱦ�ϣ����������������ܣ���95��������ˮ�ܽ�(ˮ��Ϊɫ��������10%���� )����ȫ�ܽ�������涨����ԭ���У�������ȼ���ʹ�á�Ϊ��ɫ���д��ڿ��ϻ����ʣ�ɫ��ӡ��ǰӦ��ɸ�����ˡ�
1.3.4��ӡ��
ӡ�ƹ����л��������˳�Ű���ѡ�����ĵ��ڡ�Ƥ����ϴ���̶ȵ�������ֱ��Ӱ�쵽ӡ��Ч����
(1)�Ű�˳��
�Ű�ʱ����Ҫ���Ƕ淽�㣬��Ҫ���ǵ���ӡЧ�����Լ���ֹ�ϰ桢��ɫ������ʵ�����飬���ǵ�����˳��һ��Ϊ��
A����ӡ���ߣ���ӡ���棬���ӡ����(��)
B����ӡС�������ӡ�����(��ֹ�ϰ桢��ɫ)
C����ӡdz��ɫ����ӡ��Ũɫ(��ֹ�ϰ桢��ɫ)
D����ӡ������ӡ�ص�(����������)��
ͬʱ���ڿ��ܵ�����£�����������棬��ʹ��������Ӵ��������������ô���(1)�ɼ�ʱ�۲�ӡ��Ч������ʱ������(2)����࣬��ʹɫ���Ըɣ������ϰ桢��ɫ����
(2) ������ѡ��
�Ű��������ν���������ΪԲ�Σ���Ƥ���µĵ�����������������ɿ��ı�Ű�����������ֱ�������ڸ�������ӡ�ԣ�Ҳ�ɼӴ�ų�ǿ��(������)���ӡ�ԡ��ҳ�ʹ�õ�ӡ�������������ɵ����Ű����Ϊ12��25mm��
���ݻ���ѡ�����±�:

��3��ӡ��ӻ�
����ë�����ߵı��ӣ����˵�ƽ��������֯��ͬ�����Ҳ��ͬ��������ë���ߴ�IJ��ȶ�����һ����ȫ����ӡ�����Ķ������Ǻϣ�Ϊ����λ����ʱ���۵���С��ƽ���������������ӡ��ε���ֵ�ӡ���ŵİװߣ������ں�ͷ���߸�����ˢ��ʱѸ�ٵ���ë���������ǰ���в������ɡ�
(4) Ƥ����ϴ���Ͻ�
ȫ�ε�ӡ��������ɫ��ӡ��ë����ߣ����д���Ⱦ��ճ����Ƥ���ϣ�Ҫ�Թε���ëˢ������װ����ϴ���ɵ��ڹε���ëˢ�ĸߵͣ�ȷ����ϴ�ɾ�ɫ�������θ�ˮ�ա����Ƥ����ˮ����ˮ���������Ը���ë��������ë��մˮ��ʪ��ӡ��ɫ�������������ء�
1.4 ����
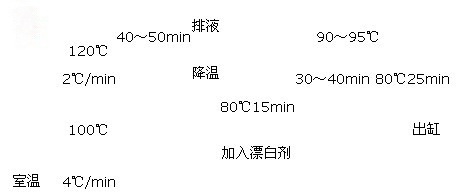
1.4.1��ɺ�����
ӡ�����ë�������ֺ�ɣ����Ч��ֱ��Ӱ��ӡ�����������治�ɣ��������ɫ��մɫ�ȴò�����ɲ����ȣ�����ʱ��ɫ�̶Ȳ�һ���������ɫή,���ʱ��ɫ���еĻ���Ⱦ�Ϻ���ά�е��ǻ��ڼ��������·�Ӧ���ﵽ�ֲ���ɫ������ʱ����֯�������������������ˮ��ʹȾ���ܽ⣬��ά���ͣ�Ⱦ�Ϸ�����ɢ������ά�ڲ���������ά�ڲ��������У��Ӷ�������ɫ�����ֳ�����ɫ���ʱ���¶Ȳ��˹��ߣ��¶ȹ��ͻ�ʱ��̫���������ë����Ҳ���õ�����ɫ������ʱ��������Ӧ����һ��ʪ�ȣ���ʹȾ���ܽ⣬��ά���ͣ�����ʪ������Ⱦ�Ϸ��ӻᷢ��Ӿ�ƣ�մ��ë����Ӧ����ˮ�ε���ë����Ϊ�ˡ������ܷ�Ҫ�ã�����ѹ�����¶����ﵽҪ�����ɫή��ɫ����
�����������������:
1.4.2����ˮϴ
�������ë�����뼰ʱˮϴ����һ����Ⱦ�ϵĹ�ɫ��ֻ��5O% ���ң�δ��ɫ��Ⱦ����ϴ��ʱ���䵽ϴҺ�У��ױ���ά������մ��֯���ˣ�Ӧ��������ϴҺ�е�Ⱦ��Ũ�ȣ��ô�����ˮ��ϴ��Ȼ����ˮϴ������ˮϴ������Ũɫ������ӡ��ë����ˮϴʱ��ˮ��Ҫ�ʵ��Ӵ������ë���ϵĴ�����ɫ�ͽ��ϣ�Ȼ������ˮϴ���ҳ�����ƽϴ������ӡ���������乤���������£�
������ˮ��60����ˮϴ������ˮϴ������ˮϴ��һ98��l00 ������Ӱס� 98�� 100������Ӱס�60����ˮϴ������ˮϴ������ˮϴ�� ��ˮ��98��l00������Ӱ� 98��100������Ӱס�60����ˮϴ������ˮϴ����ˮ��ë��������
����Ӱ״�����g/L
���� 3
209��ϴ�� 3
�������� 0.15
����VBL 0.05
��մ�ۼ� 0.2
����һ��ӡ��ë��12m/min,ȫ��ӡ��ë��8m/min.
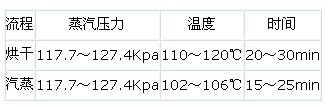
1.4.3����
���﹤������Ϊ���¶�95�� ��ʱ��2min����8��l0m ��min.���dz��Dz��õ�����������ԸĽ�ë��ԡ���Ĵ��С����ɶȺ�ëȦ�����жȶ������õ�Ч����ʹë�����������������ķ��
2 �����õ������Բ�
2.1����������
��1������ԭ��ɫ����ϡ������̫�ࣻëЧ�ϲӡ��������ɫ���������ס�
��2����ʩ��Բߣ�����ɫ����ϡ���У�ȫ�ν���90��/s���λ����60��/s��ϸ��������ͼ���Ľ���45��/s�����Ϲ�Ҫ�ڼ����ټ��ϣ���ǿ�˽������ëЧ��ӡ������ɣ�ɫ������ʹ�á�
2��2¶��
��1������ԭ�����������̫�ܣ�ɫ�����ϲ���ʱ���ɰ棻ɫ��ճ��̫�Ű�ѹ��������
��2����ʩ��Բߣ�����ѡ��ɸ���ͺţ�ɫ������ʹ�ã�ר�˸�����ϡ������ʵ�ճ��ɫ������ǿ�Ű�ѹ�������ԡ�
2.3��ɫ
��1������ԭ��ӡ�������ʸߣ�̨������ˮ�ߣ�ɫ��ϡ��ճ�Ȳ�Ű�ѹ����������̶����Σ������¶�̫��
��2����ʩ��Բߣ�ӡ��Ӧ��ɣ����ˮϴװ�ã�����ɫ�������ճ�ȣ����ݲ�ͬ����ѡ�ò�ͬ�Ű�������̶�Ҫ�Σ����һ�£����Ƴ����¶Ȳ���̫��
2.4��ɫ����
��1������ԭ����˿ѡ�ò�����ɫ�����ܲ���Ҫ��ɫ���������²��ȣ��Ű�ѡ�á�ʹ�ò��ʵ���ӡ��ǰ�������ȡ�
��2����ʩ��Բߣ�������˿��,������γ����һ��;����ѡ��ɫ��ճ��;ɫ���������½������;����ѡ��ʹ�ôŰ�;ӡ����������һ�¡�
2.5�ָн�Ӳ
��1������ԭ��ӡ��ǰ��������;ӡ��ճ��̫��,����ȥ��;�ص���̫�ࣻ
��2����ʩ��Բߣ�ӡ��ǰ�������ȥ�����ʣ�ѡ������ճ�ȵĽ��ϣ���ͼע���ص�ɫҪ�٣��ν����ս�Ҫ������ǿ������Ҫ�����һ�¡�
��Դ: ӡȾ����
��������ʱû�����ۣ�
���¼�������
�������
 ��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
��
����ӡ����������2Ⱥ��
����ӡ����Ƹ/��ְ2Ⱥ
 ��APP
��APP �źţ�yinhuashijie
�źţ�yinhuashijie �ֻ���
�ֻ��� ��ӡ�����硷��־
��ӡ�����硷��־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










