
丽赛纤维(Richce1)系一种再生纤维素纤维,是P0lyn0sic(波里诺西克)纤维国产化的商品名,其具有高聚合度、高强度和高湿模量。
丽赛纤维性能优良,受到广大消费者的青睐。丽赛纤维的截面呈圆形,其分子内部结构整齐,取向度和结晶度高,纤维内部呈全芯层结构J。丽赛纤维的这种结构避免了皮芯层结构因上染速度不同而引起的染色不匀现象,并且其可染性好,鲜艳度极佳,富有光泽J。因其化学组成与粘胶纤维类似,活性染料和还原染料等棉用染料都可以对丽赛纤维进行着色。
本试验采用X型、中温型和K型活性染料对丽赛纤维进行染色,通过测定上染百分率来确定适用于丽赛纤维染色的活性染料类型。并通过分析染色温度、时间、食盐和碱剂用量等因素对染色效果的影响,优化丽赛纤维的染色工艺。
l试验
1.1材料、药品及仪器
材料丽赛纤维(青岛纺联控股集团)
药品X型活性染料:活性红X-3B、活性黄x―R、活性蓝X―BR,K型活性染料:活性红K-2G、活性黄K.GR、活性蓝K-4G(均为工业级,上海浦东化中染化有限公司);中温型活性染料:活性黄Y3Rr、活性红R3BJ、活性蓝BBRr(均为工业级,日本住友公司);氯化钠(分析纯,莱阳市双双化工有限公司);无水碳酸钠(工业纯,远东化工试剂厂)
仪器 BS110S分析天平(北京赛多利斯天平有限公司),TP一320A电子天平(湘仪天平仪器设备有限公司),HH恒温水浴锅(江苏金坊市宏华仪器厂),10IA一2干燥箱(上海市实验仪器总厂),uV-1700紫外分光光度计(岛津制作所分析计测事业部),Nic0let5700型红外光谱仪(美国Therm0公司)
1.2活性染料染色
1.2.1纤维前处理
将丽赛纤维置于2g/L和50℃左右的碱液中,处理30min,然后充分水洗,自然晾干。
1.2.2染色工艺
工艺曲线:
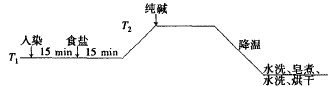
注:X型活性染料室温入染,染色温度40℃;中温型活性染料40℃入染,染色温度60℃;K型活性染料60℃入染,染色温度90℃。
工艺处方
染料/%(0wf) 2
食盐/(g,/L) 40
纯碱/(g/L) 10
浴比 1:50
1.3测试
1.3.1上染百分率
用紫外分光光度计在最大吸收波长处分别测定染色前后染浴的吸光度,按式(1)计算上染百分率:
上染百分率=(1一A1/A0)×100% (1)
式中:A0――原液吸光度
A1――染色后残液的吸光度
1.3.2固色率
配制皂片2g/L,纯碱2g/L,浴比1:30的皂煮液,将染色后的纤维置于皂煮液中,于95℃皂洗10min,水洗2―3次,然后测定皂洗液、水洗液和染色残液的混合液的吸光度。按式(2)计算固色率:
固色率==(1一A2/A′0)×100%(2)
式中:A2――皂洗液、水洗液和染色残液混合液的吸光度
A′0――空白染液的吸光度
1.3.3耐皂洗色牢度
根据GB/T3922.3~1997《纺织品色牢度测试耐洗色牢度》标准进行测试。
2结果与讨论
2.1 3种类型活性染料对丽赛纤维的染色性能
用3种类型的活性染料按1.2.2节染色工艺分别对丽赛纤维进行染色,分别在染色过程中的不同时刻测定上染百分率,结果如表1所示。
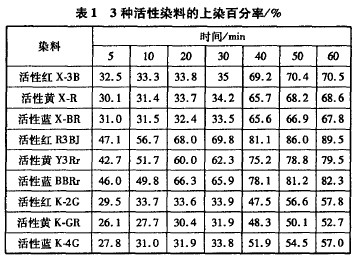
由表1可以看出,丽赛纤维的上染百分率均随染色时间的延长而增大,且碱剂的促染作用十分明显。对于x型活性染料上染率都较低,其中,活性红X-3B的上染百分率最高,但是3种染料相差不大。与X型活性染料相比,中温型活性染料染色纤维的上染百分率均有所提高,且活性红R3BJ的上染百分率相对较高,最高可达89.5%。K型活性染料的上染百分率相对最低。说明丽赛纤维不适合用低温型和高温型的活性染料,而比较适于采用中温型活性染料进行染色。
2.2染色温度的影响
分别采用活性红R3BJ、活性黄Y3和活性蓝BBRr 3种中温型活性染料,在不同温度下对丽赛纤维进行染色50min,染色结果见图1。
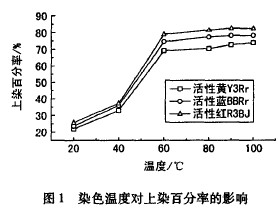
由图1可以看出,随着温度的升高,染料的上染百分率均有所提高。这是因为丽赛纤维结构紧密,微隙小,染料难以通过。染色温度的升高可以促进纤维表面软化膨润,促进活性染料的吸附、渗透与扩散,提高染料的上染率。三种中温型活性染料在60℃时上染百分率已很高,温度继续升高,上染百分率只有较小幅度的提高,考虑到染料的性质和节省能源,因此选择染色温度60℃为佳。
2.3染色时间的影响
分别采用活性红R3BJ、活性黄Y3和活性蓝BBRr三种中温型活性染料在60℃条件下,对丽赛纤维进行染色,染色时间对上染百分率的影响见图2。

由图2可看出,3种染料的上染百分率均随染色时间的延长而逐渐增大,活性红R3BJ的上染百分率相对较高。染料的上染速率较快,60min时基本上达到上染平衡。当上染时间超过60min之后,上染百分率基本不再升高,而长时间的染色会对纤维造成损伤,故染色时间不能过长。因此选择染色时间为60min为宜。
2.4食盐质量浓度的影晌
活性红R3BJ2%(0wf)在60℃染色60min,染色开始时加入氯化钠,食盐质量浓度对上染百分率的影响见图3。
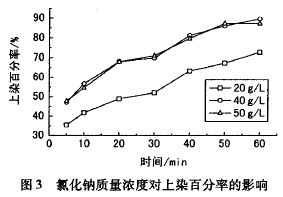
图3中,随着氯化钠质量浓度的增加,上染百分率逐渐增大,说明氯化钠对活性染料染色具有促染作用。但质量浓度增大到一定范围,上染百分率的增大幅度就会减小。而且,质量浓度过大会引起染料聚集沉降,使上染百分率有所下降。因此确定氯化钠质量浓度为40g/L。
2.5纯碱质量浓度的影响
分别采用活性红R3BJ、活性黄Y3Rr和活性蓝BBRr3种染料对丽赛纤维进行染色,在60℃下固色30min,食盐质量浓度为40g/L,改变染色过程中纯碱质量浓度,染色结果见图4和表2。
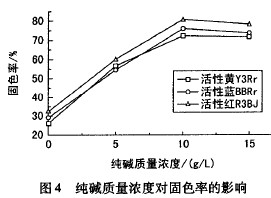
图4中,纯碱在活性染料染色中起固色作用,随着纯碱质量浓度的增大,染料的固色率增大,当纯碱质量浓度增大到l0L时,染料的固色率基本达到最大值;继续增加纯碱质量浓度,固色率略有降低。
这是由于随着纯碱质量浓度的增加,染液的pH值增大,纤维素的电离程度增大,纤维素羟基离解的数目增多,有利于纤维与染料间的共价结合,因此固色率提高。而纯碱质量浓度再增大,染液的pH值过高,虽然提高了纤维与染料的共价结合,但同时染料的水解也随之增加,所以固色率会稍有下降。对不同纯碱质量浓度的丽赛纤维染色后进行皂洗牢度测试,结果如表2。
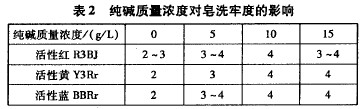
由于纯碱在活性染料染色中充当固色作用,若不用或用量过少均会使染色后的牢度受到影响。表2中,随着纯碱质量浓度的增大,皂洗牢度明显提高。综合图4和表2,纯碱的质量浓度定为l0g/L。
3结论
(1)采用3种(x型、中温型和K型)不同类型的活性染料对丽赛纤维进行染色,发现丽赛纤维对3种类型活性染料的上染百分率均随着染色时间的延长而增大。3种类型的染料相比较,丽赛纤维比较适合用中温型活性染料进行染色。
(2)采用2%(0wf)中温型活性染料对丽赛纤维进行染色,确定优化的工艺条件为:温度60℃,时间60min,氯化钠40g/L,纯碱10g/L。
来源: 董朝红,李娜娜,宁辉,朱平,隋淑英
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











