
近年来,国际社会对环境保护的节能减排目标越来越高,要求也越来越严。国家制订了淘汰落后产能规划、新的染色布排放标准和染色企业准人标准,促使印染企业必须使用短流程、高效节能的低碳生产工艺。加之生产能源、染化料、用工成本上升,印染企业利润率大幅降低,企业要生存发展,也迫切需要降低生产成本,尤其是能源消耗¨。鉴此,本文介绍若干节能减排染色短流程工艺,供印染企业参考。
1前处理短流程工艺
1.1冷轧堆工艺及注意事项
冷堆工艺处方/(g/L)
NaOH 50~55
H2O2 l3~17
双氧水稳定剂WPW-2 3
精练剂3056 4
去毛抛光酶 2
冷堆/h 24
漂洗工艺处方/(g/L)
NaOH 6~7
H202 6~7
WPW-2 3
精练剂3056 4
除蜡剂LS-99 30
水玻璃 10
汽蒸时间/min 45
注意事项:
(1)冷堆工艺节省蒸汽、水和电的消耗,不足之处是产生的蜡条较难去除,因此在氧漂浴中应加人除蜡剂,以改善染色过程中蜡丝对成品布面的影响。
(2)冷堆工艺生产的半成品布比较板结,若棉毛短纤上的浆料去除不净,易沾污打底机,并产生折子色斑等疵点,可在冷堆时加入除毛抛光酶,以充分去除短纤棉毛等。
(3)对于低档产品,加人除毛抛光酶可省去烧毛工序,布面光洁度可达4级。
(4)染色时应勤擦车。
(5)提高丝光碱浓度和平洗温度,以充分去除布面附着的杂质,达到满意的光洁度和丰满的手感。
(6)后续染色时,染液中尽量少用黏稠助剂,防止助剂粘连棉毛而沾污导布辊,造成色斑疵点。
1.2酶堆工艺
宽温酶/(g/L) 8
精练剂3056/(L) 4
带液率/% 65
pH值 5.5-7.5
堆置温度/℃ 60
堆置时间/h 24
相对冷堆工艺,酶堆工艺去除浆料更干净,但在煮漂合一工艺中应加强皂洗,彻底去除分解的浆料。
煮漂合一工艺/(g/L)
NaOH 28―-30
H2O2 4~5
WPW-2 2
精练剂3056 10
除蜡剂LS.99 30
水玻璃 l0
汽蒸时间/min 45
此外,酶堆工艺可以采用热堆工艺,并加入除蜡剂。
2染色短流程工艺
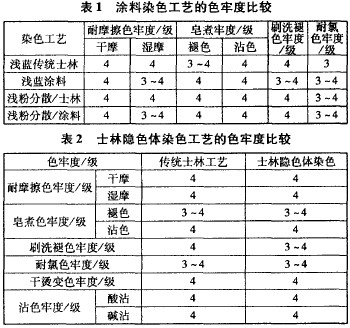
2.1涂料或分散/涂料一浴染色
选用涂料染色还是分散/涂料一浴染色,可根据货单要求及颜色而定。一般米色、卡其色、蓝色涂料染色时各项染色牢度较好,可选用涂料染色;而生产粉色、莲色时,色牢度较差。因此,涤棉织物粉色染色可选用分散/涂料一浴染色,以提高各项染色牢度。
2.1.1涂料染色黏合剂和助剂选择
黏合剂通过交联成膜,使涂料微粒黏附于织物表面。其成膜性能直接影响染色性能与染色牢度。涂料染色黏合剂选择要求如下:
(1)低黏度、高牢度,耐洗色牢度尤其是湿摩擦牢度要好;
(2)成膜速度要慢,成膜后为无色透明,粘在导布辊上要易于清理;
(3)能与各种助剂配合使用,匀染性好,配制工作液稳定性好,不能有分层或漂浮物出现。
一般涂料染色要加人防泳移剂,以提高涂料得色量,使布面丰满颜色鲜艳,改善布面白星、条花和条影等疵点。因此,黏合剂要选择与涂料及防泳移剂匹配性好,不出色斑,不易沾污导布辊的品种。
笔者曾试验了涂料印花黏合剂CS.9000A、AH-3、872、NF一1、PBA、FWT、秦皇黏合剂等品种与防泳移剂、消泡剂和涂料原浆的配伍性,发现黏合剂NF一1、FwT、PBA的性能优良,不仅配伍性好,而且各项色牢度好,但价格较高。如果考虑生产成本,AH.3和秦皇黏合剂价格便宜,应用效果也可以,但要注意化料程序。
2.1.2涂料化料注意事项
实际生产中,化料是保障产品质量的关键,化料不好易造成色斑。涂料化料应澄清透亮,如果表面有杂质或漂浮物,生产时会出现布面色斑、油状暗斑等疵病,且导布辊易沾污,影响生产的连续性。因此,应注意化料的程序,使用不同器具添加助剂,防止各种助剂在黏稠状态下接触反应或黏在一起,形成油状漂浮物而产生暗斑。
2.1.3涂料染色生产工艺
(1)纯棉或涤棉织物浅蓝涂料工艺/(g/400L)
涂料紫HR 60
涂料蓝HB 120
涂料黑HBB 10
黏合剂 8000
防泳移剂PMS一100 2000
消泡剂AF-O1 100
温度/℃ 150―160
涤棉织物浅蓝传统轧染连续工艺/(g/400L)
分散蓝2BLN 100
分散紫HFRL 50
士林蓝RSN 80
士林红F3B 30
高温匀染剂TF-201 2000
190℃焙烘,连续汽蒸还原显色。
(2)粉色涂料/分散工艺/(g/400L)
涂料/分散一浴轧染工艺
福隆红SGL 60
涂料妃红H4R 60
黏合剂 8000
防泳移剂 2000
消泡剂 100
温度/℃ 190
涤棉织物粉色传统轧染连续工艺/(g/400L)
分散大红S-3GFL 10
福隆红SCL 158
士林红F3B 124
士林大红R 10
高温匀染剂 2000
195℃焙烘,连续汽蒸还原显色。
上述工艺中,涂料为上海太汇(南翔)产品,分散和士林染料为常熟杨园产品。
涂料染色一般要经过焙烘固色来稳定色光,提高牢度。如产品有水洗效果要求,则不宜焙烘,此时在生产中要注意充分烘干,防止出现风干印难以去除,最好低温130℃焙烘,防止干潮不一致,保证水洗前后色光一致。
涂料染色相比轧染连续染色工艺,不仅省去连续汽蒸还原显色,而且焙烘温度低。减少工艺流程可以减少生产中疵布产生几率,节约用水用能。
2.2士林隐色体染色
士林染料通常采用打底机轧悬浮体液,然后再在连续机台上还原显色而上染织物。该工艺工序多,为此采用隐色体染色工艺。该工艺是将士林染料直接加人到还原显色液中,使染料在还原液中以隐色体形式存在,浸轧后进还原蒸箱(100℃汽蒸1.5~2min)上染,再经水洗,氧化,皂洗,烘干。
士林隐色体连续染色优点:
(1)减少了打底机工序,节约能源和人力;
(2)还原液中加人士林染料,直接在连续机台上染色,不存在还原液中加人色淀量不当的问题,料槽中染液浓度不变,减少前后落色,减少生产环节对色光波动的影响,生产中前后色光稳定一致;
(3)可以防止打底机轧车不稳定或调节不当产生的边中色差。
士林隐色体染色工艺处方
保险粉/(g/400L) 5000
NaOH/L 20
士林蓝BC/(g/400L) 120
士林红F3B/(g/400L) 20
100c【=汽蒸(1.5~2min)一水洗一皂煮一烘干。
传统士林染色
打底机轧染烘干工艺处方/(g/400L)
士林蓝BC 200
士林红F3B 26
匀染剂 2000
连续还原显色处方
保险粉/(g/400L) 5000
NaOH/L 2O
100℃汽蒸一水洗一皂煮一烘干。
2.3活性染料轧蒸连续染色
一般,活性染料轧烘轧蒸工艺分5步:轧一烘_轧.蒸・皂洗,需要打底机浸轧染料烘干后,再进入连续染色机汽蒸固色,皂洗,烘干。而活性染色轧蒸连续染色工艺则只需要普通连续轧染机就能完成染色过程。纯棉织物中浅色或涤棉织物浅色采用活性染料连续轧染工艺具有如下优点:轧蒸工艺连续染色,省去了打底机,减少了试色时间,减少了疵品率,降低了生产能耗成本。尤其对于中浅色活性染色,由于避免了初开车加入染料量不当造成的色差,色光更稳定。缺点是因染色工艺流程短,活性染料与织物接触上染时间短,因此染色后要充分皂洗,防止色牢度下降。
(1)活性染料轧蒸连续染色处方/(g/400L)
活性艳红LES 160
活性金黄LES 8
固色液 25000
汽蒸1.5min,车速50m/min,水洗-皂煮.烘干。
(2)传统轧烘轧蒸工艺
打底处方/(g/400L)
活性艳红LES 250
活性金黄LES 16
连续汽蒸固色处方/(~/400L)
食盐 40000
纯碱 20000
汽蒸(1.5min,车速50m/min)一水洗一皂煮一烘干。
上述工艺处方中,活性染料为泰州恒源产品。
2.4短流程硫化染料染色
多数硫化染料为欧美禁用,因此出口订单很少使用。但硫化染料有较好的色牢度和日晒牢度,而且布面疵点遮盖性能好,因此选用硫化还原染料染涤棉织物,漂练半成品无需丝光,染色后色光稳定,得色均匀不像士林和活性染料容易布面色花和白星。
2.5产品的色牢度指标
短流程工艺由于减少了工序流程,相应减少了染色过程中的不稳定因素,因此落色减少,色光稳定,产品质量提高,对色牢度影响不大。
生产系列耐氯漂蓝色品种,士林蓝BC耐氯漂牢度达3~4级;士林灰M皂煮变色大为改善,能适应成衣水洗要求;士林蓝RCL耐氯漂牢度能达到4级以上,适合生产漂亮蓝色系列;海军蓝R耐氯漂牢度为4―5级,适合生产艳蓝深蓝系列。
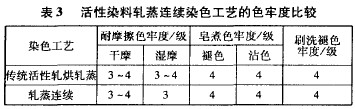
活性染料轧蒸连续染色生产蓝色时,布面容易出现山影、色条疵点,因此应选用力分高,上染深度好的活性染料,不仅可降低染料用量,防止布面出现色斑,还可以提高染色牢度。LES系列活性染料上染深度高,色光稳定性好,染料用量少,染色牢度好。
3 染色工艺成本
(1)冷堆、酶堆工艺
传统煮练工艺以每万米计算,车速60m/min时,加工时间近3h,耗用蒸汽量7・5t,用水50~60t,用电60kWh。这就意味着每万米布采用冷堆工艺可以降耗1260元,减少污水排放50~60t,还不包括水费、软化水费和污水处理费。如果一个工厂年产量3000万m,一半使用冷堆工艺,那么年降耗188万元,减少用水和污水排放7.5万t,节电9万kWh,经济效益和社会效益显著。
(2)涂料染色工艺
以生料染色连譬专染工艺,降低蒸汽消耗。以生产1万m色布连绥轧染4h(车速40m/min)计算,耗蒸汽8t,用电40kWh,用水40t。使用涂料染色可以降耗1500万m,节电40kWh,节水和减少污水排放40t,减少用工4人。以每年生产涂料染色布100万计,可以降耗l5万元,节电4000kwh,减少用水和污水排放4000t,减少用工260人次(8h)。如果纯棉织物采用涂料染色,还可以省去前处理的丝光工序,节能降耗效果明显。
(3)士林隐色体染色和活性轧蒸连续染色工艺
士林隐色体染色和活性轧蒸连续染色都只需要连续轧染机,可以省去打底染色机,以车速40m/min计算,生产1万m色布可以节省蒸汽2t,节电160kWh,节水2t。使用这两种工艺年生产100万m布,可以降耗5万元,节电l・6万k,减少用水和污水排放200t。
(4)短流程硫化染料染色
由于这类染料的匀染性和遮盖性非常好,不经丝光也有很好上染率。此工艺生产的降耗指标比活性轧蒸连续染色工艺明显。
来源: 赵利强
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











