
现行蚕茧存烘茧、煮茧、缫丝时都是雌雄茧混合,只能缫制雌雄复合丝,很难批量生产出6A级高品位生丝。雄蚕丝跟雌盎丝相比,它具有茧及解舒丝长、出丝率高、茧丝纤发细、净度优、丝色亮丽的优点,是目前国内外唯具备缫制6A级高品位生丝条件的蚕丝。传统生雄蚕丝的蚕品种有:温敏敛夕匕效应蚕品种、性连锁衡致纯蚕品种、家蚕限性品种,这些品种存在着成活牢低、缫制生丝难度高、盒农的劳动强度大、茧丝质量筹等问题,此很难大批鼍得剑纯的雄蚕丝、。近年来,我通过基凶工的方法将普通的菁松×皓月蚕种转育成荧光茧色判性盈品种,在保持现{于蚕品种优良性能的基础上,利用雌雄茧在紫外线灯光卜所发射来颜色的同而实现雌雄蚕茧分离,鉴别的成功率已高达1O0%,进而可以做到雌推蚕茧分开缫丝,极具市场前景。日前对雄蚕丝的报道不多,尤其对它的染色性能还没有详细的报道。本研究通过分析pH值、无明粉用量、染色温度等素对酸性染料染雄蚕丝的影响,探讨酸性染料在雄蚕丝上的染色忡能,并将它与酱通蚕丝的染色性能做对比。
1实验
1.1材料及药品
材料:雄蚕丝(荧苏×荧晓),普通查丝(菁松x皓月),均山汀苏民罨茧丝绸股份仃限公提供。
药品:酸性染料天龙蓝A2R、灭龙~EAgR、天龙黄A2R由德斯达公司提供,酸性大红GR由浙江宝应染料公口1提供,醋酸、醋酸钠、硫酸钠(分析纯)由围药集团化学试剂有限公司提供。
1.2染色方法
将染料、电解质和水按配方配制成染液的质量分数为5%,加入试样30℃始染,以l℃/min的升温速率升温至某一特定温度,保温6Omin,降温争70℃,水洗烘干。
1.3测试方法
1.3.1K/S值的测定
染色试样的值住美Hunterlab公司的UItrascanxE测色仪上测定,测色光源为D。s光源,10。视角。缚个试样用红外压片机压8;3,耿8点的平均值。
1.3.2上染率的测定
E染率(E%)采用残液比色法测定,染液的吸光度在721型光电分光光度仪上测定,采用lcm的比色皿,(E%)按式(1)计算:
(E%)=(1一A1/Ao)×100% (1)
式(1)r:Ao和A1分别为染色前后染液的吸光度。
1.3.3移染率的测定
移染率=(K/S)c/(K/S)b×100% (2)
式(2)中:(K/S)c,和(K/S)B分别为织物C和移染试样B移染处后的K/S。
2结果与讨论
2.1雄蚕丝的等电点
中性电解质在酸性染料染蛋白质纤维中,在等电点以下发生的作用是缓染,等电点以上发生的作用是促染。据此原理,雄蚕丝在加盐和不加盐条件染色的上染率与pH值的关系曲线必然存在一个交点,结果如图1所示。反应条件为:酸性人红GR5%,硫酸钠15g/L,90℃染6Omin,浴比1:100。
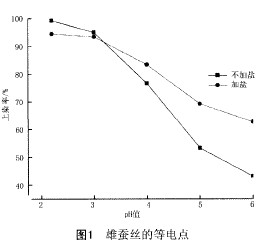
由图1可知,当pH值为3.2左右时加入元明粉既不起缓染作用又不起促染作用,故可认为雄蚕丝的等电点为3.2左右。
2.2pH值对上染率的影响
染料5%,平平加00.4g/L,醋酸一醋酸钠调节pH值,元明粉15g/L,浴比1:10O,9O℃条件下染60min,结果见图2。
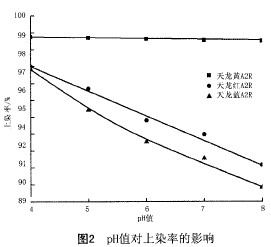
由图2可知,随着pH值的增加,上染率有下降的趋势,这是因为雄蚕丝的等电点在3.2左右。在等电点以上,纤维带净的负电荷,随着pH值的增大,染料和纤维之间的库仑斥力增大,染料上染纤维的障碍增火,从而上染率降低。根据本实验结果,可以认为:染色的pH值宜控制在6左右。
2.3染色温度对上染率的影响
染料5%,平平加00.4g/L,醋酸一醋酸钠调节pH值到6左右,元明粉15g/k,浴比1:100,在不同染色温度下染色60min,染色完毕后上染率结果见图3。
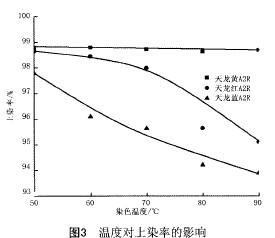
从图3可以看出,随着温度的升高,染料的上染率有下降的趋势,说明这是一个放热过程,根据染色热力学
 所以随着温度的升高上染率会下降。虽然在低温条件下染色可以得到较高的上染率,但根据染色动力学
所以随着温度的升高上染率会下降。虽然在低温条件下染色可以得到较高的上染率,但根据染色动力学
 低温时染料在纤维中的扩散系数会下降,染料很容易在纤维表面发生聚集,将严重影响耐沈和摩擦牢度,因此不建议低温染色。根据普通蚕丝染色的经验,建议采用90℃染色。
低温时染料在纤维中的扩散系数会下降,染料很容易在纤维表面发生聚集,将严重影响耐沈和摩擦牢度,因此不建议低温染色。根据普通蚕丝染色的经验,建议采用90℃染色。
2.4元明粉用量的影响
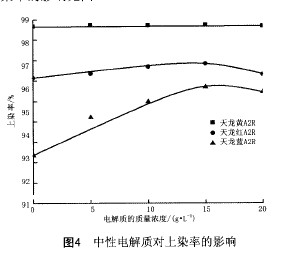
在阴离子染料染色过程中,常需加入大量的元明粉促染。但元明粉用量应适当,用量过低,起不到促染的效果;用量过高会导致染色不匀,对于蚕丝来说,用量过高还会产生“灰伤”等问题。因此在酸性染料染色过程中要严格控制元明粉的用量,电解质的质量浓度对t染率的影响见图4。
2.4元明粉用量的影响
在阴离子染料染色过程中,常需加入大量的元明粉促染。但元明粉用量应适当,用量过低,起不到促染的效果;用量过高会导致染色不匀,对于蚕丝来说,用量过高还会产生“灰伤”等问题。因此在酸性染料染色过程中要严格控制元明粉的用量,电解质的质量浓度对t染率的影响见图4。
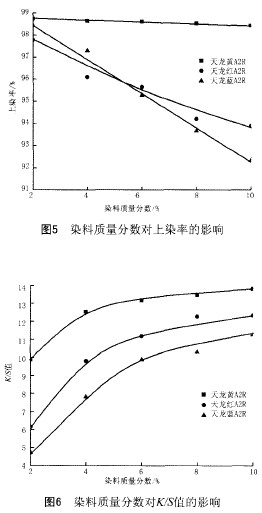
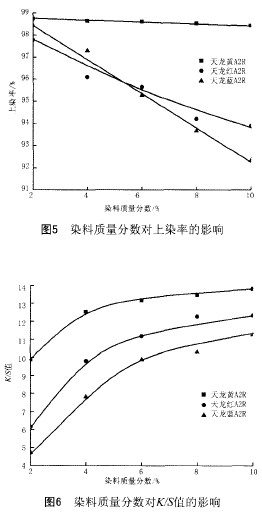
由图5可以看出,随着染料质量分数的增加,染料的上染率降低,这是因为酸性染料上染雄蚕丝属于朗谬尔定位吸附。一旦纤维上的染座被染料分子占满,染料就不能再向纤维内部扩散。由图6可知,存染料质量分数低于6%时,K/S值几乎呈直线上升,这说明天龙染料在雄蚕丝上具有优良的提升性能。
3.1吸附深度
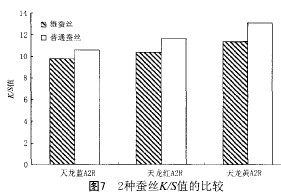
染料质量分数为5%,醋酸调节pH值到6,中性电解质的质量浓度为l5g/L,30℃始染,保温10min,以l℃/min的速度升温到90℃,浴比1:100,保温60min。染色完后测样品的K/S结果见图7。
由图5可以看出,随着染料质量分数的增加,染料的上染率降低,这是因为酸性染料上染雄蚕丝属于朗谬尔定位吸附。一旦纤维上的染座被染料分子占满,染料就不能再向纤维内部扩散。由图6可知,存染料质量分数低于6%时,K/S值几乎呈直线上升,这说明天龙染料在雄蚕丝上具有优良的提升性能。
3.1吸附深度
染料质量分数为5%,醋酸调节pH值到6,中性电解质的质量浓度为l5g/L,30℃始染,保温10min,以l℃/min的速度升温到90℃,浴比1:100,保温60min。染色完后测样品的K/S结果见图7。
取一块与染色织物B等质量的白织物c与移染试样B置丁与以上染色条件相似的移染浴(不加染料)中进行移染处理,完毕后根据式(2)计算移染率。
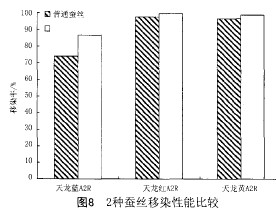
由图8可知,雄蚕丝的移染性能稍高于普通的雌雄复合丝,这主要是因为雄蚕丝的结晶区比雌雄复合丝大。这些研究结果说明,即使在染色初期雄蚕丝上发生了染色不匀,仍可通过提高保温温度和延长保温时间的方法通过移染改善雄蚕丝的匀染程度。
3.3解吸性能
在上述合理的染色工艺条件下,根据参考文献中解吸性能的测试方法,测得2种蚕丝的解吸性能如图9在雄蚕丝上具有优良的提升性能。所示由图9可见,雄蚕丝和普通蚕丝的解吸率都较低,这说明天龙染料具有优良的染色牢度,但雄蚕丝的解吸性能高于普通蚕丝,这再次说明雄蚕丝在染色过程中一旦出现染色不匀,可以通过延长保温时问和提高染色温度的方法来改善匀染程度。
4结论
1)天龙染料l在雄蚕丝h合理的染色工艺条件是:pH6左右,中性电解质的质量浓度为l5g/L,30℃始染,以1℃/min的速度升温到90℃,保温60min。
2)雄蚕丝的移染性能、解吸性能高于普通蚕丝,同一条件下染色的K/S值低于普通蚕丝,天龙染料在雄蚕丝上有优良的提升性能。
来源: 陈玉梅,蔡再生,葛凤燕,丁志用
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











